




Industries








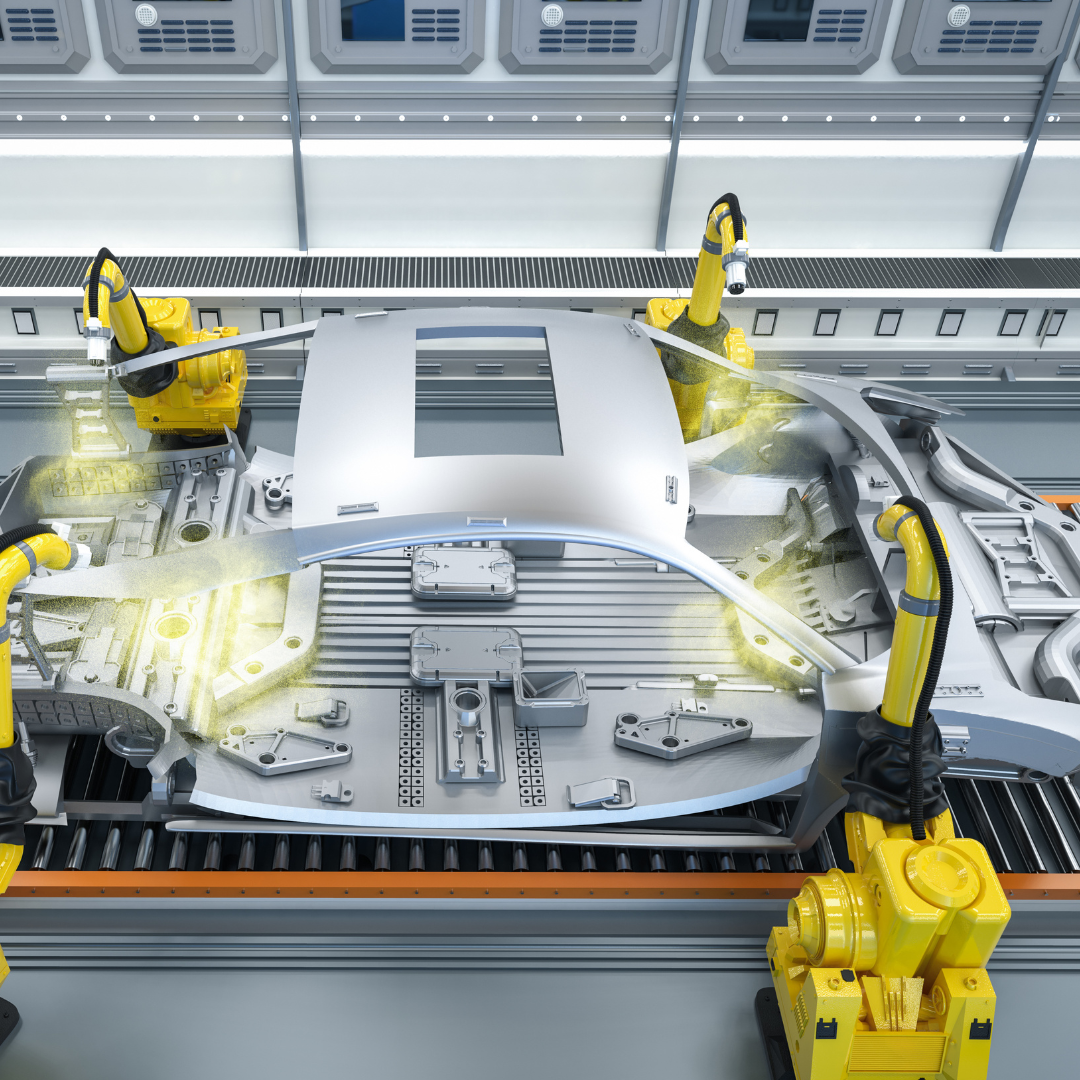
Application areas for industrial robots
Industrial robots play an important role in modern manufacturing. These advanced machines can perform precise and automated processes, saving companies time and money. But where are the best applications for industrial robots?
The future of mechanical engineering
By using advanced robots, artificial intelligence, and automated production lines, companies can optimize their production processes and increase efficiency. This leads to shorter lead times, reduced costs, and greater precision in the manufacture of machines and components. Automation also enables companies to respond to individual customer needs and offer customized solutions.
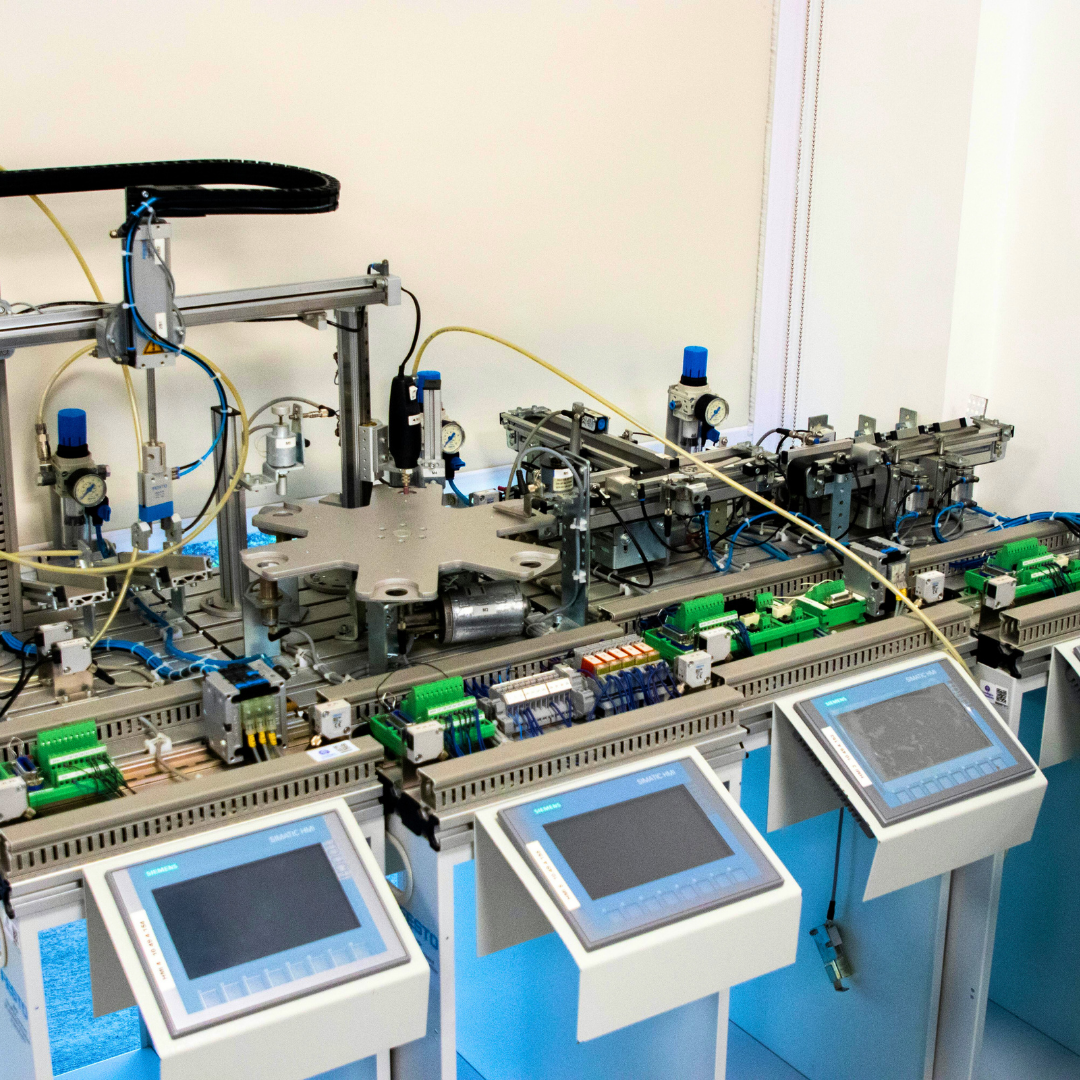
Maintenance measures
A key factor for the longevity of your plant: Maintenance measures are a key factor for the longevity and reliability of plants and machinery. Regular maintenance and repair can optimize plant operation and prevent breakdowns, ultimately leading to greater efficiency and profitability.




Second-life batteries: Sustainable use of used electric car batteries
As electric cars become increasingly common, the question remains: What happens to the batteries when their performance for vehicle use declines? Instead of being recycled directly, they can be reused as second-life batteries – for example, as energy storage for households, businesses, or for grid stabilization.
Chiplet architecture: The future of semiconductor manufacturing?
The semiconductor industry is increasingly reaching physical limits in chip miniaturization. Chiplets – smaller, specialized semiconductor components combined in modular fashion – could be the next major revolution in chip manufacturing. They enable more powerful, more cost-effective, and more flexible processors for applications such as AI, data centers, and IoT.
Second-life batteries: Sustainable use of used electric car batteries
As electric cars become increasingly common, the question remains: What happens to the batteries when their performance for vehicle use declines? Instead of being recycled directly, they can be reused as second-life batteries – for example, as energy storage for households, businesses, or for grid stabilization.
Chiplet architecture: The future of semiconductor manufacturing?
The semiconductor industry is increasingly reaching physical limits in chip miniaturization. Chiplets – smaller, specialized semiconductor components combined in modular fashion – could be the next major revolution in chip manufacturing. They enable more powerful, more cost-effective, and more flexible processors for applications such as AI, data centers, and IoT.